包头精致QPQ不锈钢表面处理技术
发布时间:2022-11-07 00:45:42
包头精致QPQ不锈钢表面处理技术
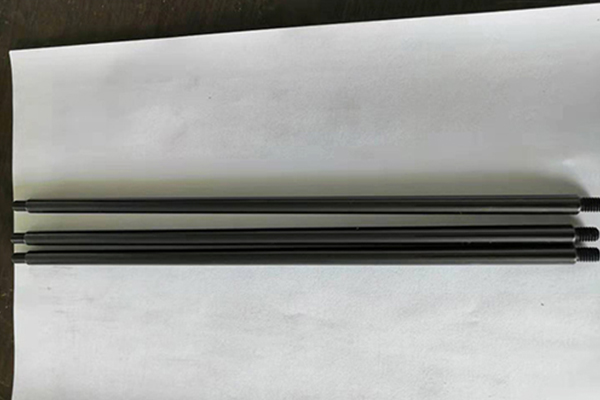
可以说QPQ化学处理也称为QPQ表面处理。整个工件处理工序是经过C、N氮碳共渗或S、N硫氮碳共渗和机械抛光后的表面处理,以提高耐腐蚀性和耐磨性。经QPQ处理后,工件表面粗糙度大大降低,耐蚀性显著提高,有效保持了(氮、碳氮共渗)或(硫、氮氮共渗)的耐磨性、疲劳强度和抗咬合性,工件变形小。流程为预热-N,C氮碳共渗或S,N共渗-氧化-机械抛光-在AB或Y-I中再次氧化,其目的就是消除工件表面的残留微量,CN-及CNO-,使废水经过沉淀过滤后能达标排放,降低污染,使工件表面形成密致的Fe3o4膜。下面为您介绍渗氮处理又称(N、C氮碳共渗处理),有液体氮化,气体硬氮化,气体软氮化种类,在进行渗氮之前,工件需要进行淬火、调质、高温回火或正火处理,获得良好的显微组织。
包头精致QPQ不锈钢表面处理技术
工艺温度降低后工件的高温强度损失相对减少,塑性抗力增强。这样工件的抗应力变形、抗淬火变形、抗高温蠕变的综合能力增强,变形就会减少。下面为您介绍工艺温度降低后工件加热、冷却的温度区间减少,由此而引起的各部位温度不一致性也会降低,由此而导致的热应力和组织应力也相对减少,这样变形就会减少;如果工艺温降低、且热处理工艺时间缩短,则工件的高温蠕变时间减少,变形也会减少。减小表面处理变形需要合理的热处理工艺。例如经表面处理后的20CrNi2MoA钢齿圈齿表面、齿心部硬度及有效硬化层深度均达到要求。模数mn=12mm的齿圈经不同温度球化退火后的硬度梯度曲线。
包头精致QPQ不锈钢表面处理技术
在QPQ设备运行前,对启闭机进行全面检查,看各部分是否光滑,螺栓是否松动。启闭机工作时,QPQ金属处理工艺操作人员不得离开现场,发现问题应立即停机。修理设备时,必须消除负载。使用时,应随时从注油孔注入滑油,并始终保持足够的滑油。油污应定期清除,并涂上新油以防止腐蚀。QPQ,QPK,QPT,QPG系列启闭机不宜做也全斜吊运行。QPG,QPK,QPT,QPG系列启闭机的钢丝绳选用6W(19)型,公称抗拉强度1550~1700N/mm2。下面为您介绍钢丝绳随机供给,惯例每单机供40m。在装置时按照闸口起吊中部线,找正使纵横向中部线误差不超越正负3mm,高程误差不超越正负5mm,再然后浇注二期混凝土或与埋钢板链接。

包头精致QPQ不锈钢表面处理技术
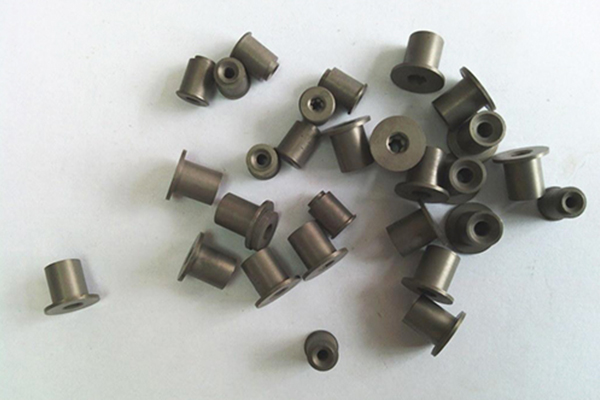
装料筐应使用专用筐,装料量应控制在坩埚中盐重量的35%以内,否则会影响浸润层的厚度。清洗油后,冲洗掉清洗剂的残液,否则预热会产生腐蚀斑。预热:预热温度320~350℃,保温0.30~1.0h,注意蓝带和黄色为宜,整篮颜色一致。渗氮:575℃(560~580℃),保温2.0小时,加热至565℃,并计算保温时间。注意工件入炉后的温度不应低于530℃,否则会产生腐蚀痕迹。下面为您介绍预冷:co渗出炉外后,预冷至480℃左右即可进入氧化炉氧化(注意不要使盐可疑)。如果过早入炉,容易氧化变黄(浅锈)。氧化:一次(氮化随后)氧化380~420℃,保温15~30分钟;二次(抛光后)氧化410~430℃,保温45~90分钟。