
霸州市牛氏五金制品有限公司
以优质的产品,优惠的价格,人性化的售后服务去开拓市场
服务热线:
13503169951
霸州市牛氏五金制品有限公司
以优质的产品,优惠的价格,人性化的售后服务去开拓市场
服务热线:
13503169951

联系人:牛都乐
电话:13503169951
网址:www.qpqchuli.com
地址:河北省廊坊市霸州市霸州镇牛庄伙村
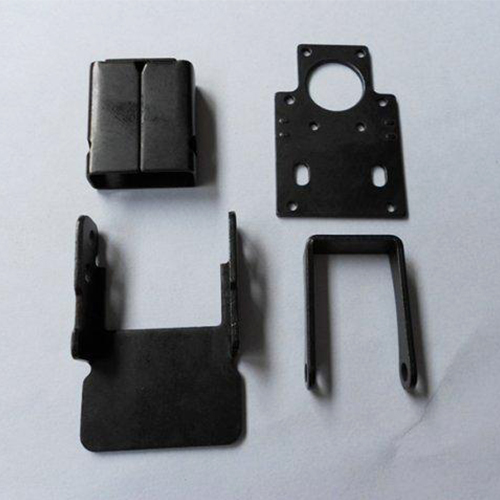
一般来讲,QPQ表面处理工件的质量取决于渗层是否满足技术要求,包括硬度、深度、耐腐蚀性和外观质量。工艺的关键是确定渗氮温度、渗氮时间、渗氮盐浴中氰酸盐(CNO-1)和氰化物(CN-1)的含量以及材料的预热处理等各种参数。
渗氮温度主要根据材料的类型来确定,然后还要考虑工件的强度要求。渗氮温度太低,无法形成足够深的层。温度过高,松散层严重。如果渗氮温度超过回火温度,基体的硬度会降低。
一般工模具可选用510~520℃;高速钢刀具可选用540~550℃;高速钢模具或耐磨零件可选用570℃;结构钢、不锈耐热钢或铸铁件可选用570℃。
渗氮时间的长短主要取决于工件的种类及服役条件。时间太短,不能形成足够深度的渗层,时间过长则疏松严重。根据工件的服役条件,采用的渗氮时间分别为:
要求耐磨性的零件,采用120~180min;
要求耐磨性的零件,采用120~180min;
QPQ处理,渗氮盐浴的CNO一不得低于30%,不要超过4o%。盐浴成份一般控制CNO一=36±2%,每工作8小时加再生盐一次,加入量按公式:Z=K·△%·w(1【g)
w:盐浴重量(1【g)再生盐应缓慢分批加入,一次性加入量过多会因反应剧烈而溢盐。盐浴中的CN一量过高时应及时降到工艺规定的范围。








